以下是:冷拔六角钢企业-好品质的产品参数冷拔六角钢企业-好品质,佳诺金属制品有限公司为您提供冷拔六角钢企业-好品质的资讯,联系人:周经理,电话:15966286126、15966286126,QQ:276817318,发货地:汇通金属物流园发货到河南省 开封市 尉氏县、龙亭区、禹王台区、金明区、杞县、通许县、兰考县。 河南省,开封市,尉氏县 尉氏,地处豫东平原,自秦始皇三年置县,距今已有2200多年的历史。古称“尉州”,是河南省经济管理扩权县,电价趸售优惠县,拥有省政府批准的全省八大特色基地之一的河南省中原纺织工业基地,省级农业示范园区。
想要更直观地了解冷拔六角钢企业-好品质产品吗??产品视频,带你走进产品世界以下是:冷拔六角钢企业-好品质的图文介绍
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
软化处理
温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。摆动规范(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。处理后硬度153HBS.调质处理规范淬火温度850±10℃,油冷;回火温度520±10℃,水、油冷却。氮化处理40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度能达到HRA72~78,即HRC43~55。氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,当前比较常用的是气体氮化.
常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于氢焊和氩弧焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。正火可改善硬度小于160HBS毛坯的切削性能。该钢经调质处理后,其综合力学性能要优化于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12~17mm,水淬时有开裂倾向。当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用。
一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。0.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
加工处理规范
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷,处理前硬度≤197HBS,处理后硬度≤156HBS。正火规范:正火温度850-870℃,正火后硬度170-217HBS。调质处理规范:淬火温度840±10℃,水冷淬火;回火温度600±10℃,出炉空冷。执行标准中GB/T699-1999标准规定的45钢热处理温度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度≥600MPa,屈服强度≥355MPa,伸长率≥16%,断面收缩率≥40%,冲击功为39J。处理要求编辑45钢调质硬度在HRC20~HRC30之间;45钢淬火硬度在HRC55~58之间,极限值可达HRC62;45钢要放置15-20天才能使用,是因为要进行时效处理,使钢的性能稳定下来,实际应用的硬度为HRC55(高频淬火HRC58)。45钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理 。1. 45钢淬火后没有回火之前,硬度大于HRC55(可达HRC62)为合格。
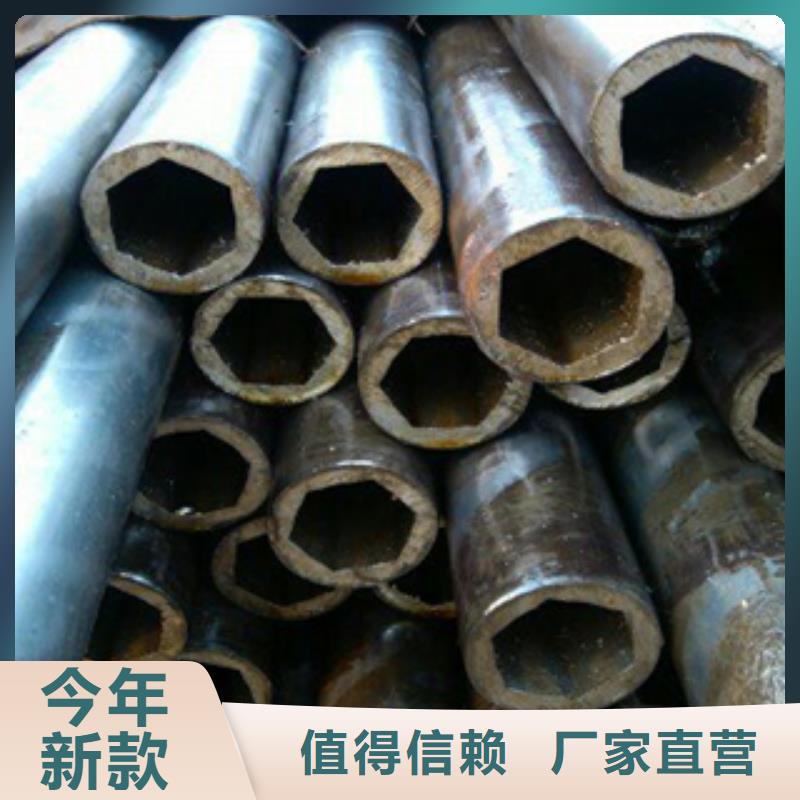
冷拉率测定控制要求: 以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。 3)不同炉批的冷拉控制: 对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定(表3——1)。 4)冷拉速度控制: 要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。 5)冷拉控制方法: 冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根钢筋冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。 冷拉六角钢 Hexagonsection H3、H4、H5、H6、H6.3、H6.35、H7、H7.7、H7.9、H8、H9、H9.7、H9.8、H10、H10.8、H11、H11.1、H11.6、H12、H12.3、H12.7、H13、H14、H14.5、H15、H15.2、H15.6、H15.9、H16、H17、H17.4、H18、H18.4、H19、H20、H20.65、H21、H22、H23、H23.7、H24、H25、H25.4、H26、H27、H28、H29、H30、H31、H31.7、H32、H34、H35、H36、H38、H40、H41、H42、H43.5、H45、H45.5、H46、H48、H49、H50、H53、H55、H58、H60
开封尉氏佳诺金属制品有限公司位于汇通金属物流园。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 精密无缝钢管,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。开封尉氏佳诺金属制品有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。
冷拉钢产品具有以下优点:
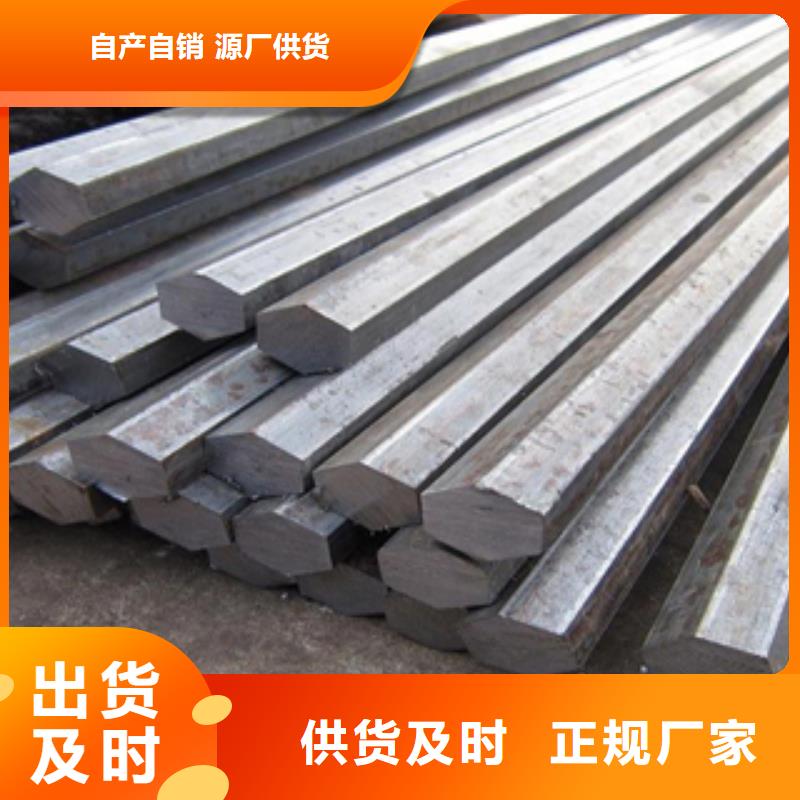
形状规格多样性
通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。
高度
使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。
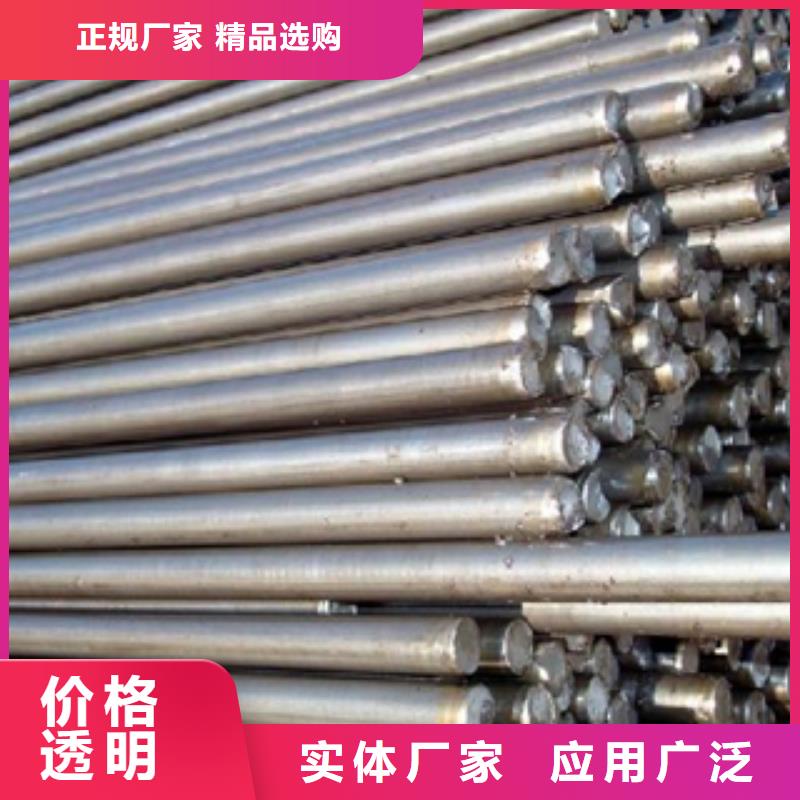
表面光滑
先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。
材料大量节省
冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。
加工时间及加工机械节省
由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。
今年在开封市尉氏县购买冷拔六角钢企业-好品质有了新选择,佳诺金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的冷拔六角钢企业-好品质产品。如需购买或咨询,请随时联系我们,联系人:周经理-15966286126,QQ:276817318,地址:汇通金属物流园。












